Automotive Instrument Beam Skeleton Robot Arc Welding Fixture Catia, 3D Exported
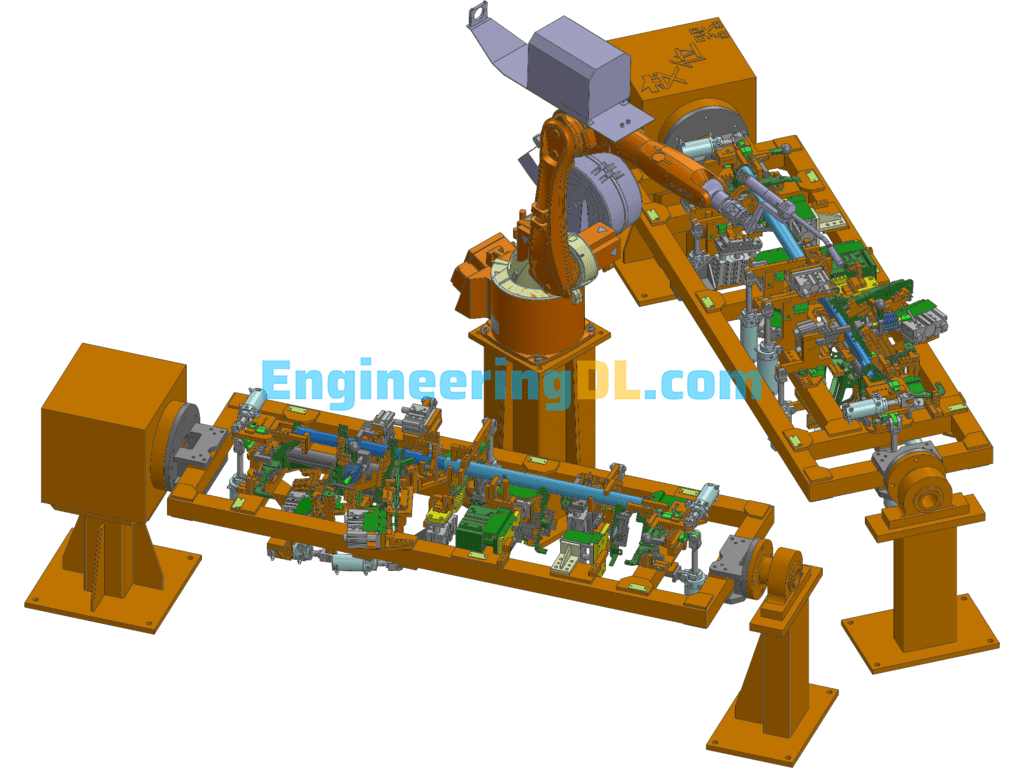
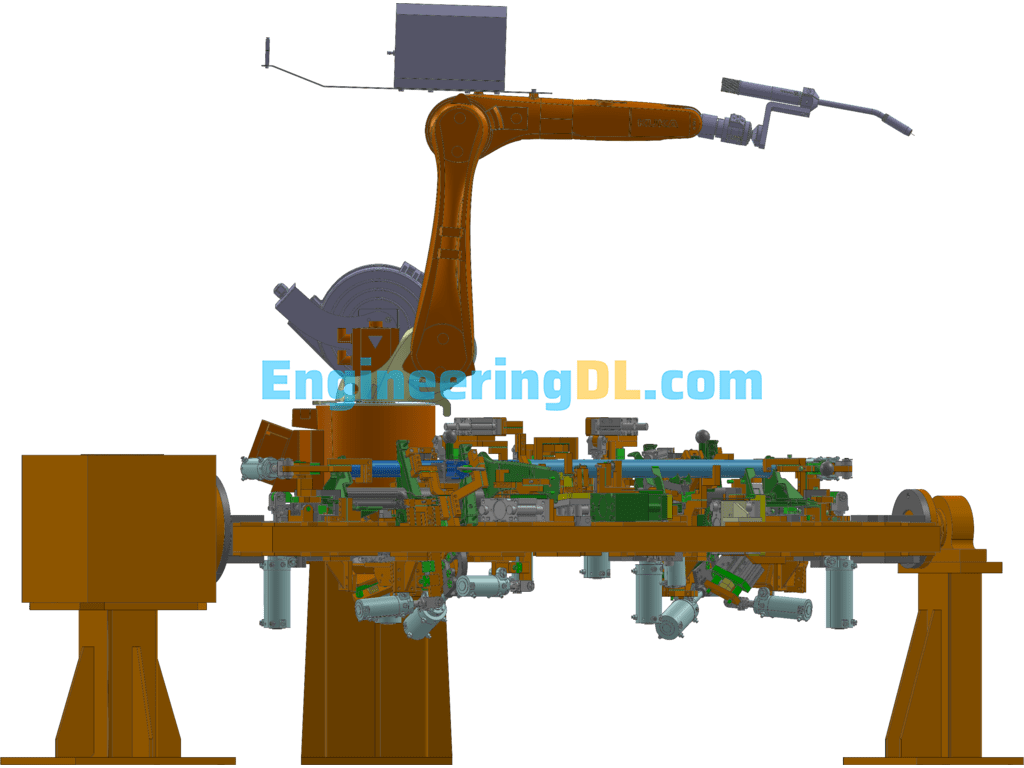
The instrument beam assembly consists of 18 kinds of small stampings assembled and welded, which is required to meet the production program of 60,000 units per year. The instrument beam stamping parts have a large number and many kinds of plate thickness, and it is difficult to weld the assembly. According to the process analysis, the welding method applies CO2 gas shielding gas welding, the weld length is 1420mm, and the number of welds is 45 segments. Since the welding seam position is three-dimensionally crossed distribution, and each bracket position has the requirement of assembly accuracy, so the automation requirement for this station is high, and manual welding is far from meeting the requirement from welding quality, production beat, and product stability. Therefore, the final process plan determines that the assembly through the welding robot workstation for all welding joints using CO2 gas shielded welding implementation.
The most reliable way to optimize the design is to simulate the actual welding work through robot simulation software by adding 3D models of the station fixture, workpiece and welding gun, assembling and debugging the workstation in the virtual environment to find out if there is any interference, and adjusting the relative size of each part to achieve the best The workstation is assembled and debugged in the virtual environment to find out if there is any interference and thus adjust the relative dimensions of each part to reach the optimum.
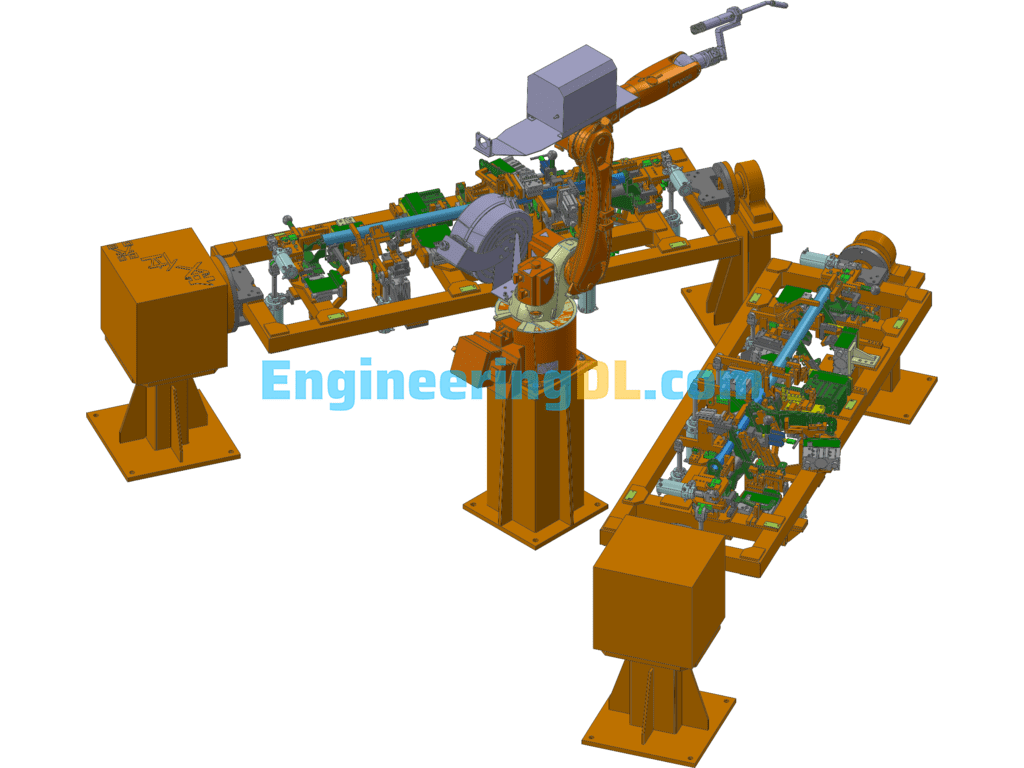
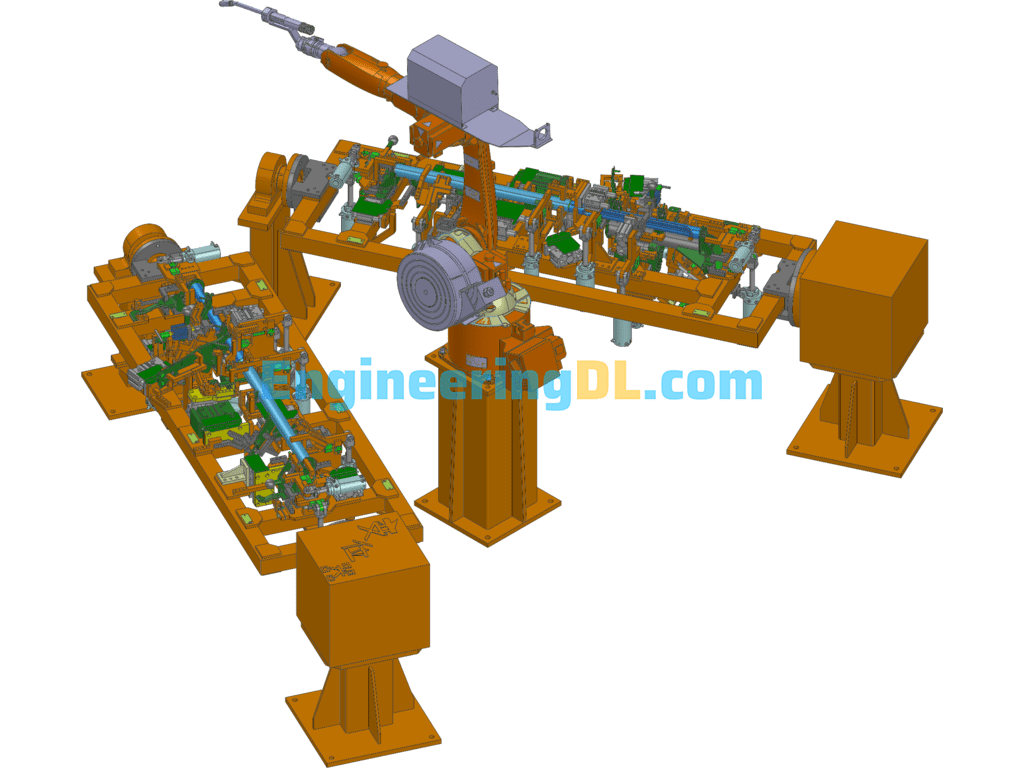
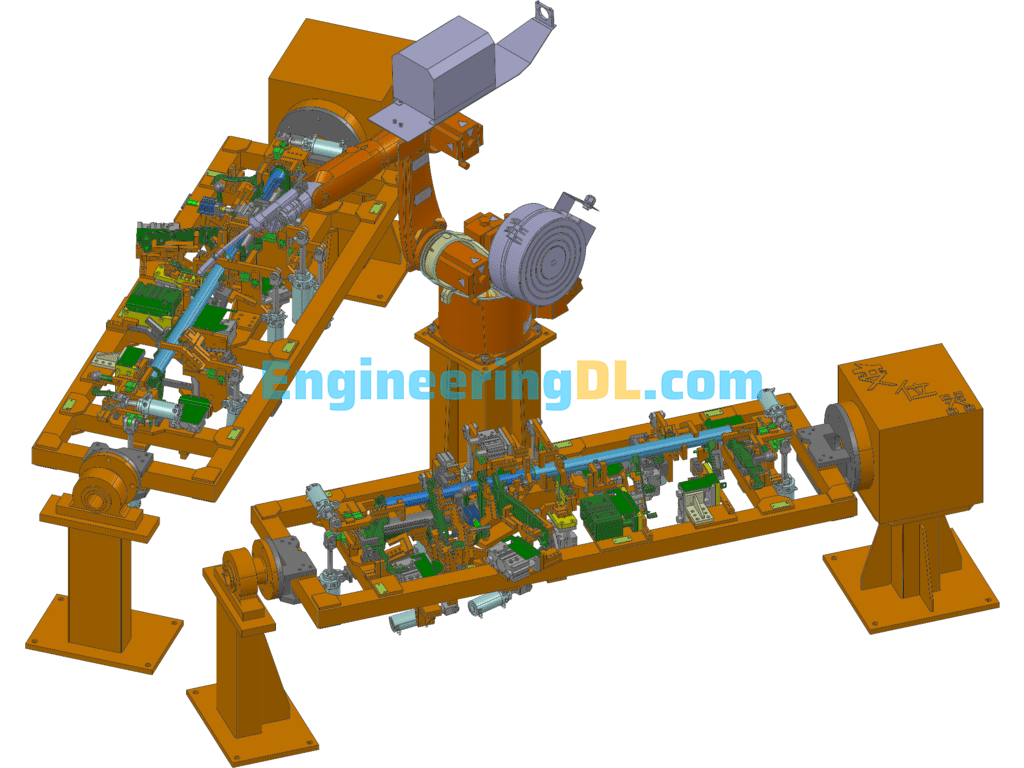
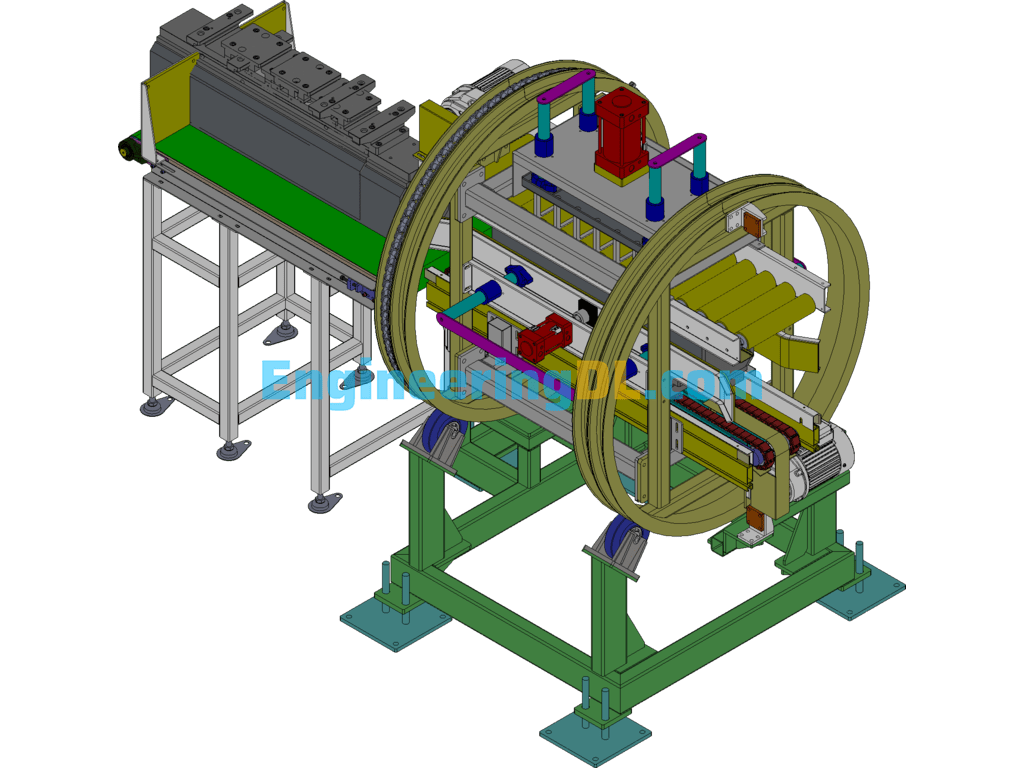
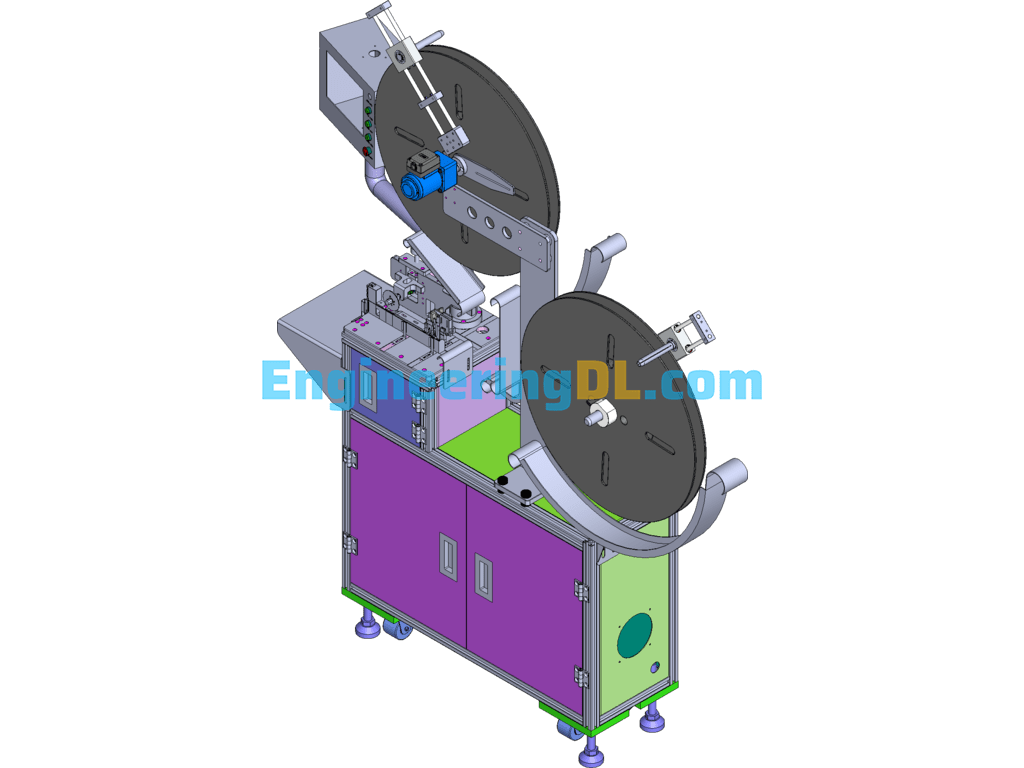
Each work station can be turned reciprocally around the horizontal axis of the displacer, and its attitude can be coordinated with the robot’s action during welding to meet the requirements of the welding process. The two external axis servo motors and their reducers, coordination software, converters, cables, two sets of fixture flip mechanism, servo drive system, etc. The two sets of flip mechanism are driven by the displacer and the system is realized by the robot control system.
The slave axis is connected to the connection plate and mounted on the mounting base. The welding fixture flipping mechanism is connected to the connection plate, and considering the processing error of the welding fixture and the convenience of installation, the height of the indexer and the driven shaft is adjustable, and the driven shaft is a universal rotary bearing, thus avoiding the machining error and making the installation and maintenance convenient.
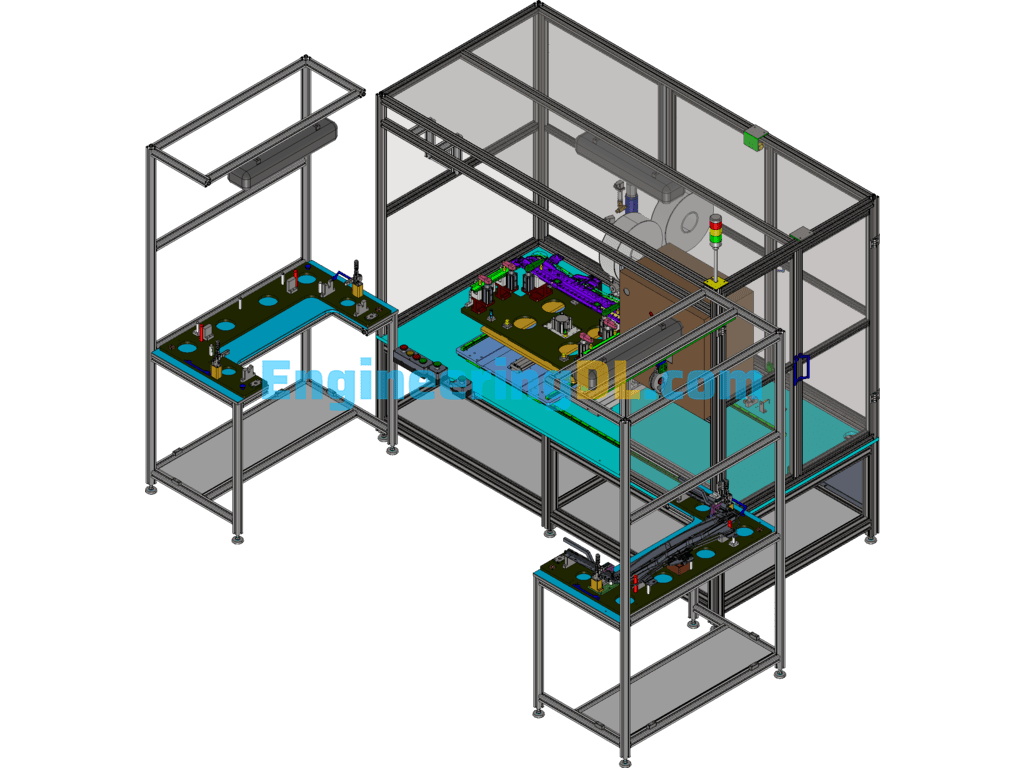
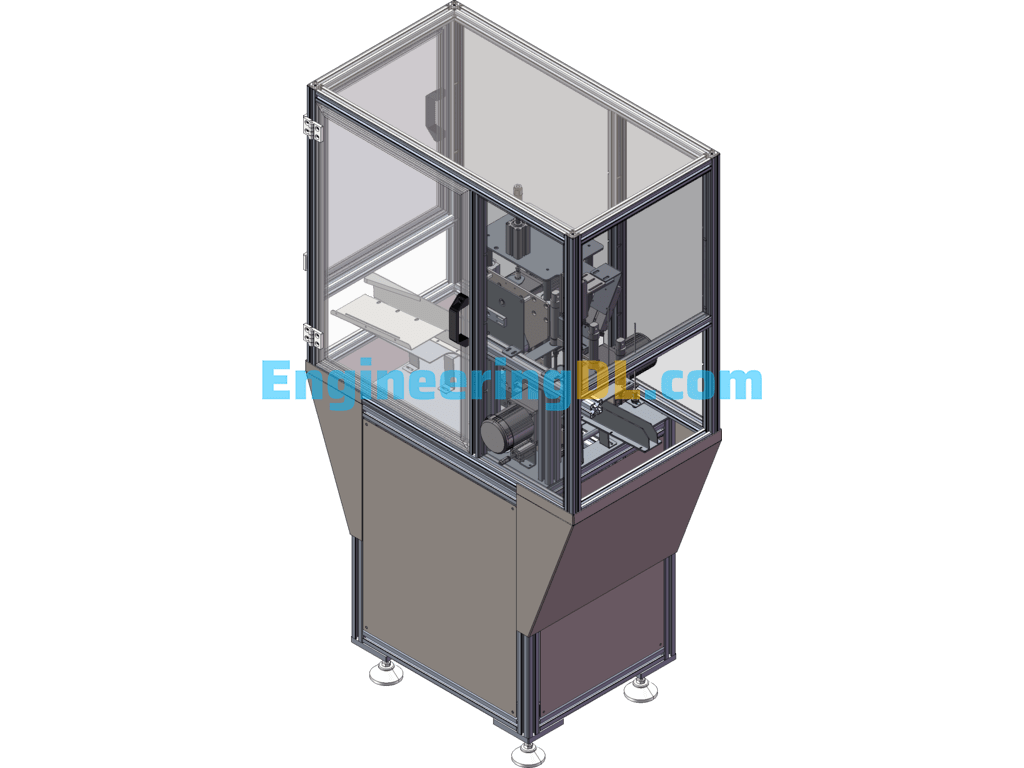
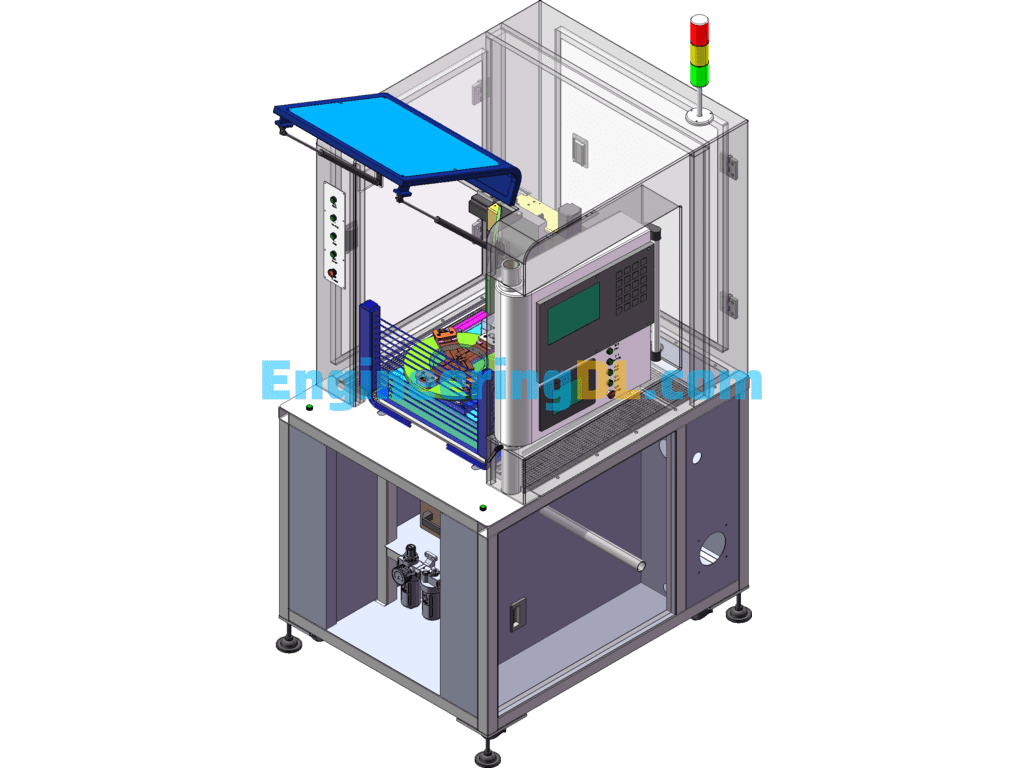
Clear gun and silicone oil spraying device: 1 set, consisting of clear gun mechanism, clamping mechanism and silicone oil spraying mechanism, etc. The action is as follows.
Robot moves the welding gun to the gun clearing device – gun clearing device clamps the gun – automatic gun clearing – robot moves the gun to the silicon oil spray – silicon oil spray – robot moves the gun back to the original position.
This set of welding clamps has a frame structure, which makes it easy for the robot gun to approach the workpiece. There are 25 movable positioning pins, 2 fixed positioning pin sets and 3 fixed pins to facilitate the workpiece to be able to be removed from the fixture. The second station is the same as the first station to increase capacity in order to avoid robot waiting time so that the robot does not stop working when the workpiece is manually loaded and picked up and to improve efficiency.
Specification: Automotive Instrument Beam Skeleton Robot Arc Welding Fixture Catia, 3D Exported
|
User Reviews
Be the first to review “Automotive Instrument Beam Skeleton Robot Arc Welding Fixture Catia, 3D Exported”
You must be logged in to post a review.

There are no reviews yet.